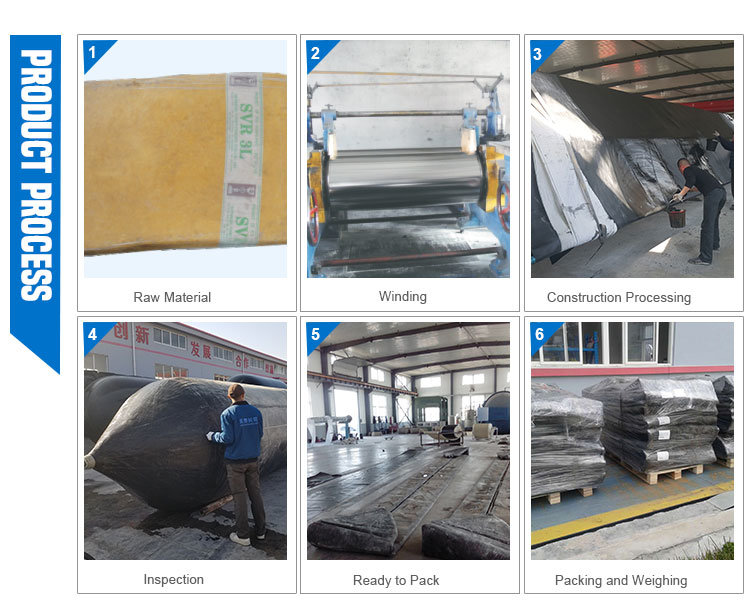
Evergreen marine rubber lifting airbags 1.Usage of Marine Airbags Ship Launching Marine Airbags, also known as roller bags or ship launching rubber balloon, are made of heavy-duty synthetic-tire-cord layers with inner and out rubber layers in long cylindrical balloon shape. Marine Airbags for Ship Launching and Dry Docking for barge can be used for n Brazil, Indonesia Shipyard especially for barges launching, pull to shore, vessels' haul out and ship landing work. 2.Comparison with other Launch Way Rollers Bag is a innovative ship launching technology, comparing with "end-on launching", "side ship launching", "float-out". This ship launching technology overcomes the restrictions of fixed launching track of side-launch. Ship launching airbags are accepted by more and more shipyards world wide due to its advantages of saving time, saving investment, flexible, safety. The biggest vessel launched by ship launching airbags up to 100,000 DWT. 4.Classification of Roller Marine Air Bags Ship launching marine airbags are categorized by "ordinary airbags", "high-bearing capacity airbags", and "Super-high-bearing capacity airbags" according to the bearing capacity. The standard diameter of ship launching marine airbags (D) varies such as 0.8m, 1.0m, 1.2m, 1.5m, 1.8m and 2.0m, 2.5 meters etc. The standard effective length of air bag (EL or L) is from 6m to 26m, which should be specified by the user. Other specification ship launching airbags also can be supplied upon request. 5.Performance Parameters of Offhshore marine ships pneumatic rubber airbag Prior to delivery of the ship launching marine airbags, we test every air bag .All Evergreen Maritime ship launching marine airbags are manufactured and tested comply with  ISO 14409 "Ships and marine technology - ship launching air bags certificated by CCS, LR, DNV. 6.examples of  marine ships pneumatic rubber airbag For more information,please contact me directly: During the injection molding process, when the molten plastic meets in the form of multiple strands in the cavity due to the holes in the insert, the areas where the flow rate is discontinuous, and the area where the filling material flow is interrupted, a linear weld seam is produced because it cannot be completely fused. In addition, when the gate injection molding occurs, a weld seam will also be formed, and the strength and other properties of the weld seam are poor. The main reasons are as follows: Pvc Injection,Precision Plastic Injection Mould,Oem Plastic Injection Crate Mould,Plastic Injection Mould Suzhou Dongye Precision Molding Co.,Ltd. , https://www.dongyeinjectionmolding.com
 
3.Material and constructure of Marine Airbag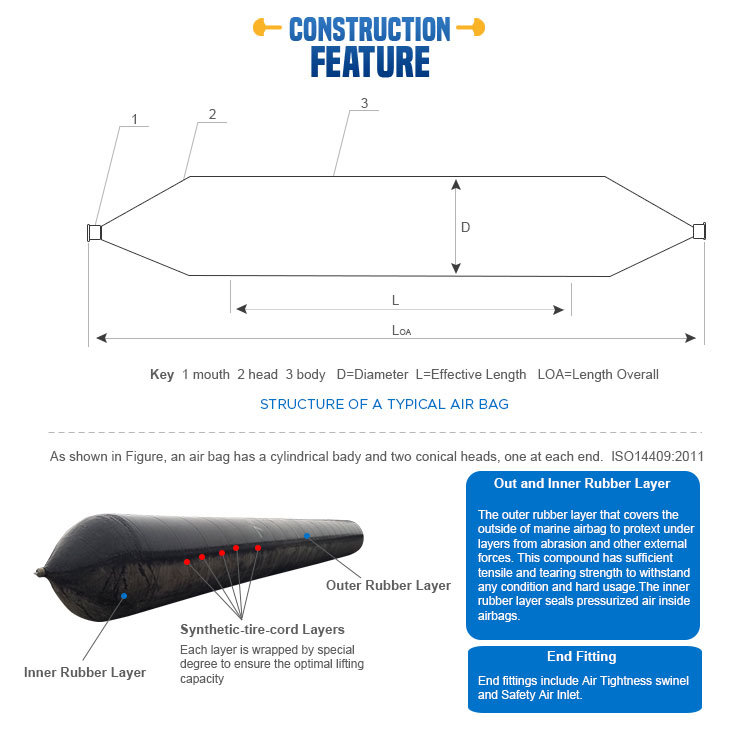
Â
Model
Diameter
(m)Initial pressure
(KPa)Rated working pressure,
Pe (KPa)Bearing capacity (kN/m)
Minimum burst pressure (KPa)
QP3
0.8
25
130
114
390
1.0
18
100
110
300
1.2
15
85
112
260
1.5
13
70
115
210
QP4
0.8
35
170
149
510
1.0
25
130
143
390
1.2
20
110
145
330
1.5
16
90
148
270
1.8
14
80
158
240
QP5
0.8
48
210
184
630
1.0
35
170
186
510
1.2
28
140
185
420
1.5
20
110
181
330
1.8
16
90
178
270
QP6
1.0
45
200
219
600
1.2
32
165
217
490
1.5
25
130
215
390
1.8
20
110
218
330
Note:
1. Rated working pressure:±5%.
2. Compress deformation: ±2%.
3. Internal pressure is the reference value.
7.Large factory work shop and good environment
Â
Ada zheng
Mob:+8617663929366
Â
Processing:
The injection pressure and speed are too low, and the barrel temperature and mold temperature are too low, resulting in premature cooling of the molten material entering the mold and the appearance of weld seams.
When the injection pressure and speed are too high, injection will occur and weld seams will appear. The speed should be increased, and the back pressure should be increased to reduce the viscosity of the plastic and increase the density. Plastics should be dry well, recycled materials should be used sparingly, and weld seams may occur if the amount of release agent is too much or the quality is not good. Reduce clamping force and facilitate exhaust.
2. Mould:
If there are too many gates in the same cavity, reduce the gate or set it symmetrically, or set it as close as possible to the weld seam. The exhaust at the weld seam is poor, and an exhaust system should be set up. The sprue is too large, the size of the gating system is improper, and the gate is opened to prevent the melt from flowing around the insert hole, or use as few inserts as possible. If the wall thickness changes too much, or the wall thickness is too thin, the wall thickness of the workpiece should be uniform. If necessary, a fusion well should be opened at the fusion seam to separate the fusion seam from the workpiece.
3. Plastic aspects:
Lubricants and stabilizers should be appropriately added to plastics with poor fluidity or heat sensitivity. Plastic contains a lot of impurities, if necessary, replace the plastic with good quality.
Hot Sale Ship Launching/Lifting/Salvage Marine Rubber Airbag with Best Price
Model NO.: YT-6
Effective Length: 6-20meter
Guarantee: 24 Months
Trademark: Evergreen Maritime
Transport Package: Nude Packing, Suitable for Transport by Sea or by
Specification: 1.5X18
Origin: Shandong, China